
A Comprehensive Guide to 3‑Axis, 4‑Axis and 5‑Axis CNC Turning: Differences and Applications
Introduction
Computer Numerical Control (CNC) machines translate CAD/CAM intent into precise, repeatable motion.
Axis count—3, 4, or 5—is a defining capability. This guide explains the differences, trade‑offs, and real‑world
use cases to help you choose the right machine for your parts and budget.
3‑Axis: The Practical Baseline
- Motions: X (left/right), Y (front/back), Z (up/down).
- Best for: flat features, pockets, drilling from the top, simple engraving.
- Pros: lowest purchase and upkeep cost, easier programming, quick setup.
- Limits: poor access to side faces; more re‑clamps and fixtures for multi‑face work.
4‑Axis: Add a Rotary Axis
- Motions: three linear + one rotary (usually A) to rotate the workpiece.
- Best for: peripheral machining of cylindrical parts, index drilling, side features.
- Pros: fewer re‑clamps, better positional accuracy between faces, shorter cycles.
- Limits: still constrained for complex angles; CAM post and programming are more involved.
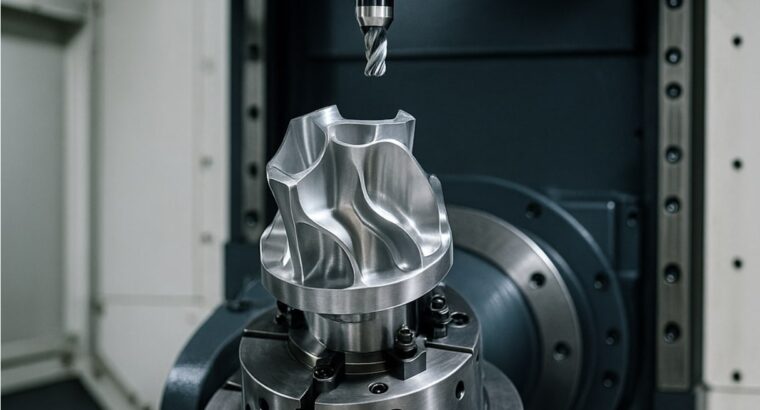
5‑Axis: Maximum Reach and Finish
- Motions: three linear + two rotary (B/C or A/C) for near‑universal access.
- Best for: turbine blades, medical implants, complex molds, internal‑cooled inserts.
- Pros: superior surface finish, shorter tools (less chatter), fixture reduction, top accuracy.
- Limits: highest capital cost, skilled staff required, tighter maintenance/calibration.
At‑a‑Glance Comparison
| Aspect | 3‑Axis | 4‑Axis | 5‑Axis |
|---|---|---|---|
| Complexity | Low | Medium | High |
| Cost | Low | Medium | High |
| Face Access | Top | Top + Rotation | Nearly All |
| Surface Quality | Fair | Good | Excellent |
| Typical Parts | Simple | Semi‑complex | Highly complex |
Selection Checklist
- Geometry: faces, angles, tolerances, internal features.
- Volume: cycle time targets and fixture strategy for your batch sizes.
- Budget: machine + tooling + fixturing + CAM + training + maintenance.
- CAM/Post: reliable 4/5‑axis post‑processors and verification are critical.
Conclusion
Choose 3‑axis for economical, flat work; 4‑axis for efficient side access; 5‑axis when surface quality,
accuracy, and complex geometry matter most—provided your team and budget can support it.